Hey everyone,
Unfortunately work put me on a semi-permanent hiatus from all my darkroom activities for the last few months. I haven't made much progress in replicating my successes from earlier this year. So here's a little progress I've been making regarding machine pressing the starch.
Currently I've managed to modify my CNC router with an attachment that has a small 1/4" threaded bolt as an axle, with a small roller
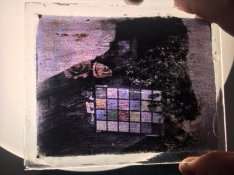
this kit. It provides two points of contact against the starch, both are just about 0.5mm wide. Right now my rolling program rolls back and fourth across the starch 14 times before picking up and moving over 0.5mm to the right, and repeating the process until it reaches the end of the plate. This takes about 45 minutes to complete. IMG_2751 shows a neat little comparison between the pressed and unpressed starch grains.
Here's a video of the router in action.
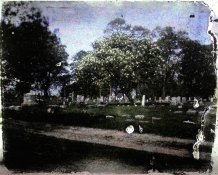
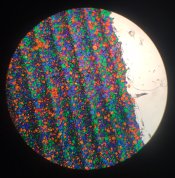
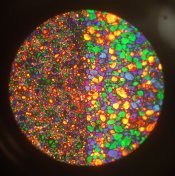
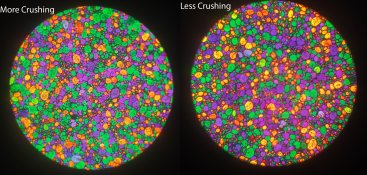
In IMG_2753, you can see the difference in transmitted light between one 45 minute pressing, and a second 45 minute pressing (the plate shifted near the end of the second pressing, giving us a neat little comparison). You can see the differences through the microscope in IMG_2754. It's hard to see, but the grains are a bit more rounded with only one pressing, and there seems to be a bit more interstitial spaces between them. I think, to get things to a satisfactory level, this second pressing may be necessary.
One observation that pops into my head while I'm writing this, is that there doesn't seem to be a whole lot of graphite in between the unpressed starch grains. I'm wondering if I might be a bit too aggressive when I'm brushing it off with the talc. It may be, with such large grains, that the graphite / talc steps are wholly unnecessary.
I tried filing down one of the edges of the little roller wheel, so that there was only one point of contact against the plate. In theory, this would double the pressure applied, since we're halving the surface area. Right now I can't apply any more force, since it causes the z axis belt to skip on the router. This didn't end well, since the roller now "leaned" so that a corner of the edge was in contact with the plate, dropping the contact width to something closer to 0.2mm (IMG_2750). I modified the program to perform smaller "hops", but I think the sharper edge of the contact area tended to destroy parts of the plate. The compressing was good in the areas that survived, though.
If someone can recommend a better roller, with the point of contact being closer to the middle of the bearing, I'd love to hear it. I'm sure something like that exists for a few niche applications somewhere, but I haven't been able to find anything quite yet.






 .
.